产品展示
锥度塞规
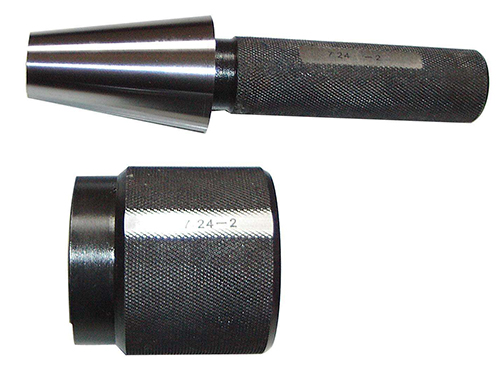
锥度塞规是机床主轴加工过程中的关键检具,随着机床性能、精度、速度的进一步提高,对锥度塞环规制造提出了高的要求,同时,对锥度塞规磨削提出了高的尺寸及形位公差精度的要求。
检验内锥孔,先要有锥度塞规,也就是一个标准的外圆锥度量规,将红丹或蓝油均匀涂抹2-4条线在塞规上,然后将塞规插入内锥孔对研转动60-120度,抽出锥度塞规看表面涂料的擦拭痕迹,来判断内圆锥的好坏,接触面积越多,锥度越好,反之则不好,一般用标准量规检验锥度接触要在75%以上,而且靠近大端,涂色法只能用于精加工表面的检验。
锥度塞规是用于检查各种产业机械零件、工具等的锥形部分的锥形角度,圆锥直径等,以作为锥形零件生命的互换性。锥度塞规主要用于车床、外圆磨床的主轴及 孔、钻床的主轴孔、钻、铰刀柄及套筒上;7/24锥形被铣床的主轴孔使用;Jacobs锥形使用在钻夹头上。锥度塞规有基准位置画线、基准位置切口、界限切口等方法,虽然不管用那种方法都可以检查圆锥直径,但摩尔氏锥度量规、7/24锥度量规、Brown&sharpe锥度量规,一般采用基准位置画线来测量。
 电话
电话 短信
短信 联系
联系 扫码
扫码